视频教程https://www.bilibili.com/video/BV1PL4y1M7RD/
材料准备:小型数控雕刻机、0.15mm薄铝皮一片(可以用易拉罐外皮),0.2mm的平底尖刀一支,500目左右的砂纸。
首先要导出制作PCB钢网的DXF文件,这里以立创EDA专业版示例。
打开PCB板文件。选择文件->导出->DXF


选择层->顶层,选择对象->顶层焊盘。或者是选择层->底层,选择对象->底层焊盘,区别是你要做的钢网是PCB顶层还是底层。然后点击导出DXF。

打开ArtCAM,点击打开,选择刚刚保存的DXF文件并打开。

单位毫米,默认就好,点击确定。

勾选模型中心和自动重新连接矢量,文件单位毫米。

切换到2D查看。
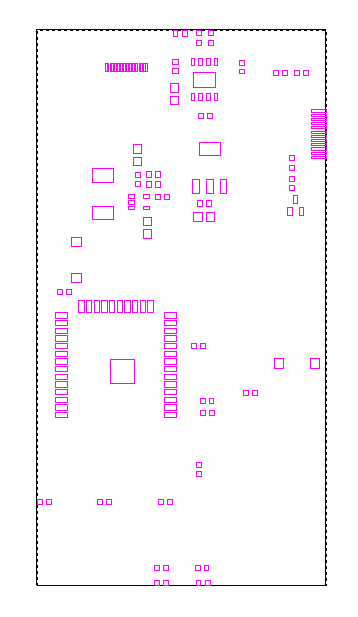
选中全部矢量线条,颜色变成淡紫色是选中。如上图。
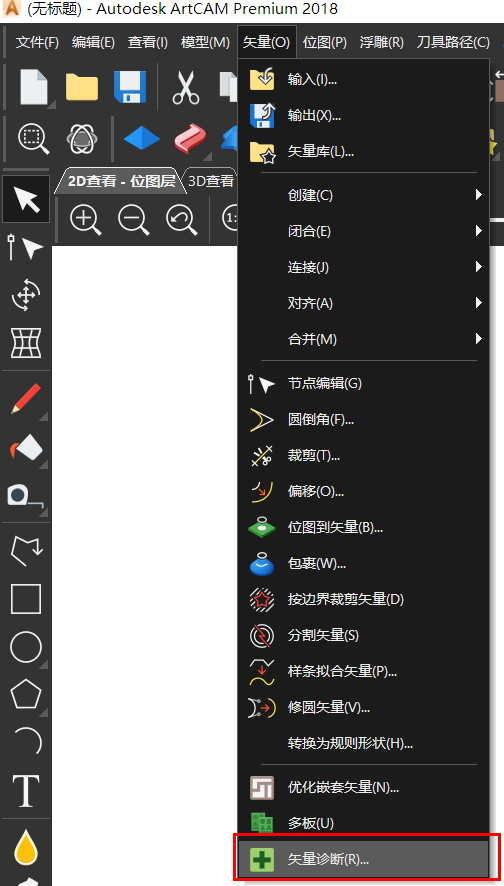
点击矢量->矢量诊断
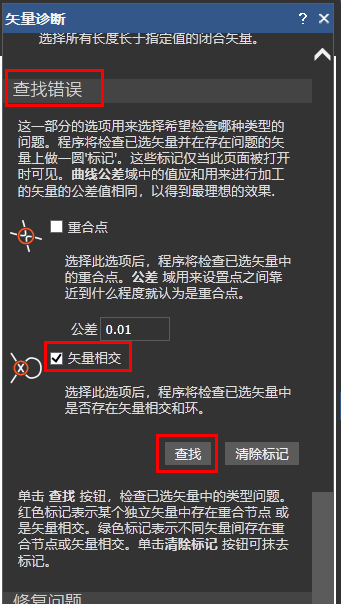
找到查找错误,勾选矢量相交,点击查找。

放大找到的相交矢量图形。
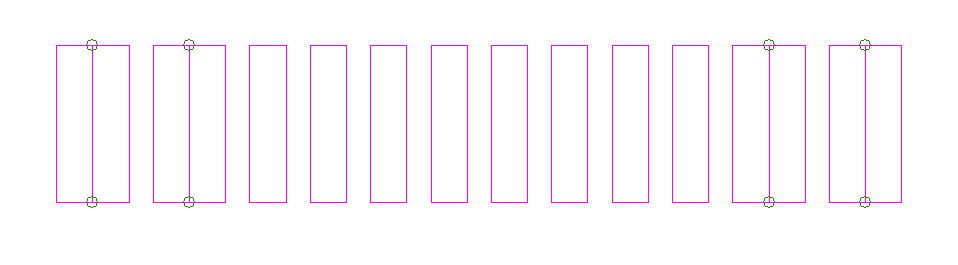
因为生成刀路无法处理相交的线条,所以要把中间的相交线条修剪掉。

点击矢量->裁剪

用剪刀点击中间的线条。

裁剪好后,选中全部矢量,点击矢量->连接->通过重合节点。

点击连接,把之前中间被裁剪掉,但是两边还没有连接起来的矢量连接起来。
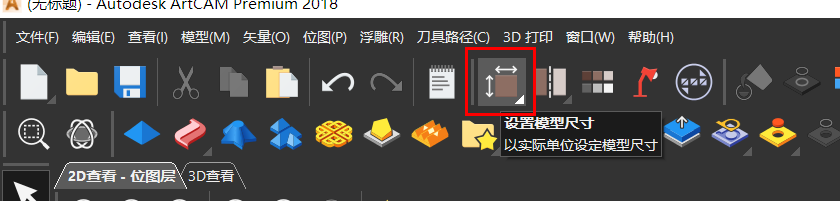
再点击设计模型尺寸,
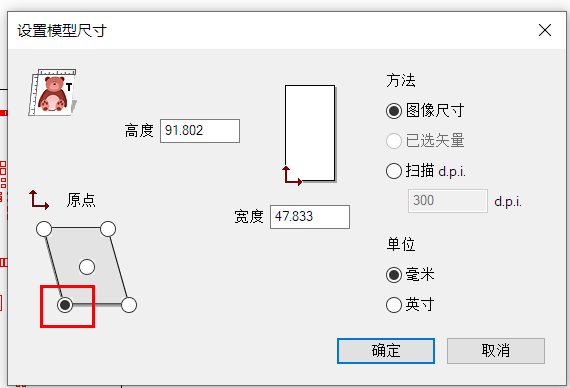
选择原点为左下角,方便雕刻机定位。

选择刀具路径->新3D刀具路径->特征加工
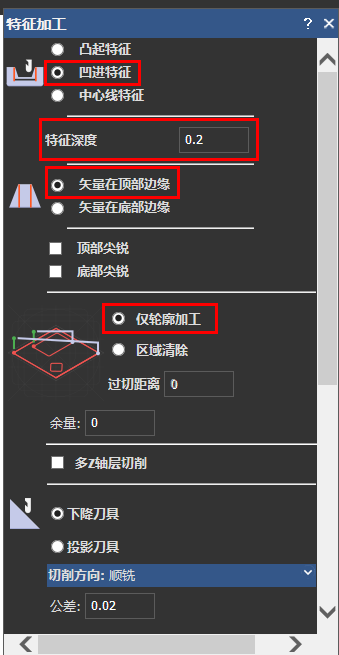
选择凹进特征,特征深度为0.2(特征深度要大于铝皮的厚度,防止部分没有雕刻穿透),矢量在顶部边缘,仅轮廓加工。
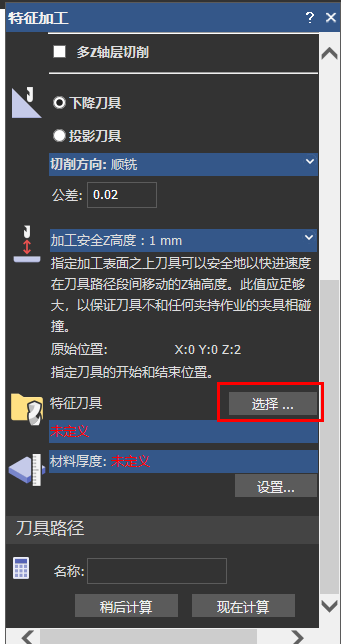
加工安全高度设置成1或2,再选择特征刀具,

点击增加刀具。
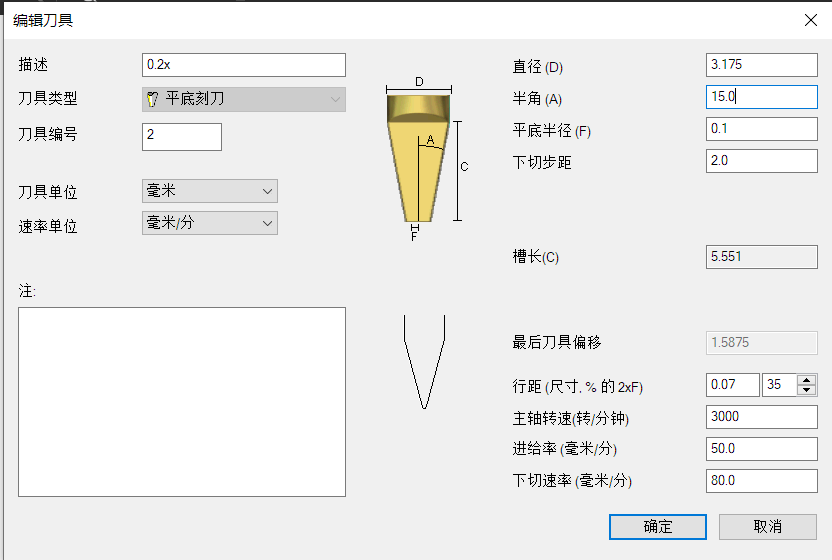
刀具类型选择平底刻刀,刀具单位毫米,速率单位毫米/分,因为我的刀具是柄径3.175的30度0.2mm的平底尖刀,所以直径我这里填3.175,半角15,平底半径0.1,下切步距填2.0,行距填0.07,主轴转速我的是3000,你们需要填自己的雕刻机的参数,进给率填50,下切速率填50到100。进给率不建议过大,会影响到钢网的质量。
确定后选择刚才增加的刀具。
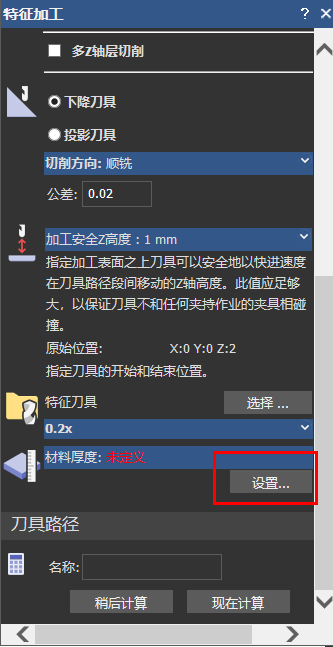
再设置材料厚度,
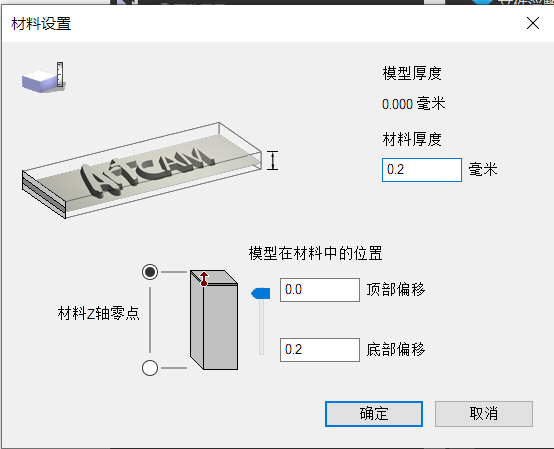
设置成特征深度0.2就行。
确定后给路径起个名称,点击现在计算。
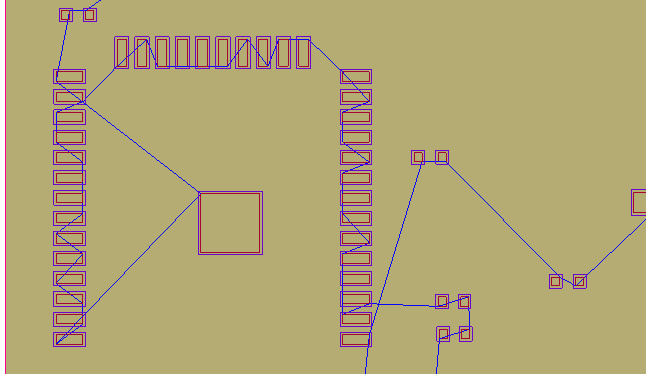
点击3D查看,查看生成的刀路。如果出现无法生出刀路的地方,可以换更小直径和角度的刻刀。
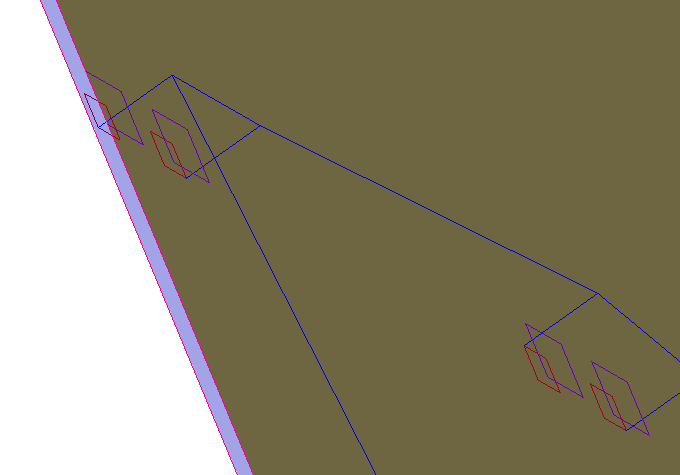
按下鼠标滚轮并移动鼠标旋转模型查看。

点击刀具路径->另存刀具路径为。

输入文件名称,使用GRBL固件的控制板的机床文件格式选择Axyz(.nc)格式。点击保存。
打开cnc上位机软件,我这里使用的是Candle2
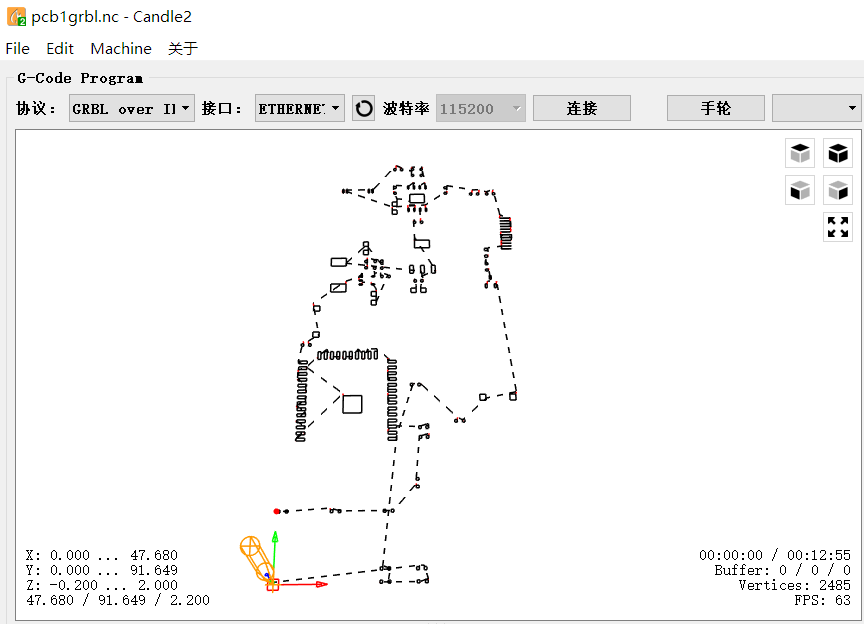
图像化的刀路文件。
下一步,夹装铝皮,铝皮朝上的一面需要打磨,把表面的氧化铝打磨掉,方便下一步对刀。然后创建高度图,因为铝皮很薄,需要使用高度图来保证钢网的成型质量。
首先确定工件原点,把铝皮上放置对刀块,进行一次对刀,再把XY坐标设置为工作坐标。接下来创建高度图。
先把铝皮连上对刀线。
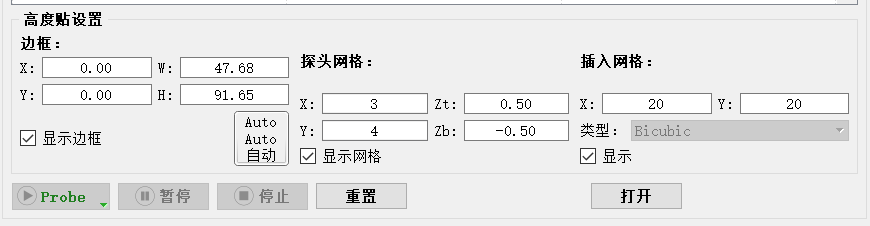
点击Auto自动设置边框大小,探头网络一般根据刀路的大小设置,一般10到20mm一个点。Zt设置为0.5或1,然后点击Probe,开始探测高度。
因为铝皮是鼓起来的,并不平整,所以要用一个棉签等木棍跟随刀尖按在探测点的旁边,把铝皮按平整,具体操作可以看视频教程。
高度图生成好后,退出编辑模式,勾选使用高度图,然后可以开始雕刻。
雕刻好后铝皮表面要再次打磨平整。
成品图,使用了高度图的精度还是很不错的。


相关问题:
关于铝皮的厚度,我用过0.2mm的铝皮,对较小的孔效果不好,合适的厚度应该是0.12mm到0.15mm。
--------------------------------本教程由光阴似水1204原创,转载请附上本文网址。


文章评论
怎么改的中文?
@匿名 安装破解时好像有中文包。